















Your location:
 /
Valve
/
Safety valve
/
Valve
/
Safety valve

Product classification of Meiyan One Pump Valve

- ShangHai Meiyan Yi Pump & Valve Co.,LTD.
- Sales hotline:
+86 21 5640 2009 - Pump customer service:
+86 138 1691 3072 - Valve customer service:
+86 1381 6913 072 - E-mail:
my1pv@1bengfa.com
Safety valve
Safety valves are mainly used as safety protection valves to prevent damage to equipment such as boilers, pressure vessels, and pressure pipelines due to overpressure. When the fluid pressure of the protected container or pipeline reaches a specified value higher than the normal working pressure (i.e. valve opening pressure), the safety valve automatically opens, discharges some fluid, and causes the pressure to drop. When the pressure drops to a set value slightly below the normal working pressure (i.e. valve reseating pressure), the safety valve will automatically close, stop discharging fluid, and maintain sealing. The safety valves produced by Shanghai Meiyan Yi Pump Valve are classified into heavy hammer, spring, and pilot operated types based on the different loading methods of the valve disc. The heavy hammer type is divided into direct heavy hammer type and lever heavy hammer type. The spring type safety valves of Shanghai Meiyanyi Pump Valve are also divided into micro opening and full opening, closed and open types. They are widely used in the industrial field and can be designed in various structural forms to meet different usage requirements. They are also suitable for situations with high displacement, high pressure, high temperature, back pressure, and particularly strict sealing requirements. Safety valves can usually be divided into two categories based on the phase of the fluid used: one is for liquids, with the same inlet and outlet sizes and a smaller opening height of the valve disc (micro opening type); The other type is used for steam and gas, with an outlet size larger than the inlet size and a larger opening height of the valve disc (fully open), which opens quickly.Selection precautions: ① The discharge capacity of the safety valve must be greater than the safe discharge capacity of the container; ② For containers that require stable operating pressure, consideration should be given to using micro opening safety valves (such as compressor cylinders); ③ High pressure vessels, large vessels, and medium and low pressure vessels with large safety release capacity should use fully open safety valves (such as reactor equipment).
-

Spring micro opening safety valve
Spring micro opening safety valve refers to a safety valve with a slight opening height, which does not allow sudden opening or closing to cause "water hammer" phenomenon, mainly used for liquid media; His typical feature is that the import and export ports have the same caliber. The main difference between full opening safety valves and micro opening safety valves lies in their opening height. Generally, the opening height of micro opening safety valves is 1/20~1/40 of their seat throat diameter, while the opening height of full opening safety valves is more than 1/4 of their seat throat diameter. The spring micro opening safety valve produced by Shanghai Meiyan Yi Pump Valve is an automatic safety valve that protects pipeline equipment. Its main working principle is that when the pressure inside the pipeline equipment reaches the set value, the valve automatically opens slightly to release pressure. When the pressure drops to the set value, the valve closes by the spring pressure return seat, ensuring that the pressure of the pipeline equipment does not exceed the predetermined value.View details>>
-

Spring Fully Open Safety Valve
A spring fully open safety valve refers to a valve that is fully opened when the valve core is raised to a point where the annular area with the valve seat is equivalent to the inner diameter area of the valve seat (the raised height multiplied by the circumference of the valve core sealing surface=the area of the valve core sealing surface); Its typical feature is that the outlet diameter is larger than the inlet diameter. The main difference between a spring full opening safety valve and a spring micro opening safety valve is their opening height. Generally, the opening height of a micro opening safety valve is 1/20 to 1/40 of its seat throat diameter, while the opening height of a full opening safety valve is more than 1/4 of its seat throat diameter. The spring fully open safety valve produced by Shanghai Meiyan Yipump Valve can be divided into closed and non closed types. Closed safety valve: Due to the design of the valve being connected to the pipeline, it needs to be shut down for installation, maintenance, and replacement of the valve, resulting in lower work efficiency. Non closed safety valve: As the valve and pipeline are not directly connected, the valve body can be disassembled for maintenance without closing the pipeline, making maintenance easier.View details>>
-

Safety overflow valve | Safety reflux valve
The safety overflow reflux valve refers to two types of safety valves that have similar functions but lead to different results. The working principle of a safety relief valve is based on its internal structure. Typical structural forms of safety relief valves include piston type safety valves, with a flat valve core. When the pressure of the air source acts on the piston and exceeds the safe value determined by the spring force, the piston is pushed open, and a part of the compressed air is discharged into the atmosphere from the valve port; When the pressure of the gas source is lower than the safe value, the spring drives the piston to move downwards, closing the valve port. The valve overflow port is open and can be directly discharged into the atmosphere. The main feature of the safety reflux valve produced by Shanghai Meiyan Yi Pump Valve is that the inlet and outlet are generally on the same horizontal line, which is different from the inlet and outlet of other safety valves with angular designs. A safety reflux valve is a valve used to protect a system from damage caused by excessive pressure. When the pressure of the medium in the system pipeline or device exceeds the set value, the valve automatically opens and releases some of the medium, achieving the function of pressure reduction and stabilization. When the inlet pressure drops to the normal range set value, the valve automatically closes and locks the gas source to prevent waste caused by abnormal start-up. The safety reflux valve produced by Shanghai Meiyan Yi Pump Valve is widely used in various systems that require pressure control, especially in industrial pipeline systems. It can automatically open and quickly close to prevent backflow and protect the safe operation of pipeline systems. In addition, the safety reflux valve is also suitable for liquid phase outlet pipes of liquefied petroleum gas and other media, and can automatically reflux into the tank when the pressure difference reaches a certain value, ensuring the safety of the system.View details>>
-

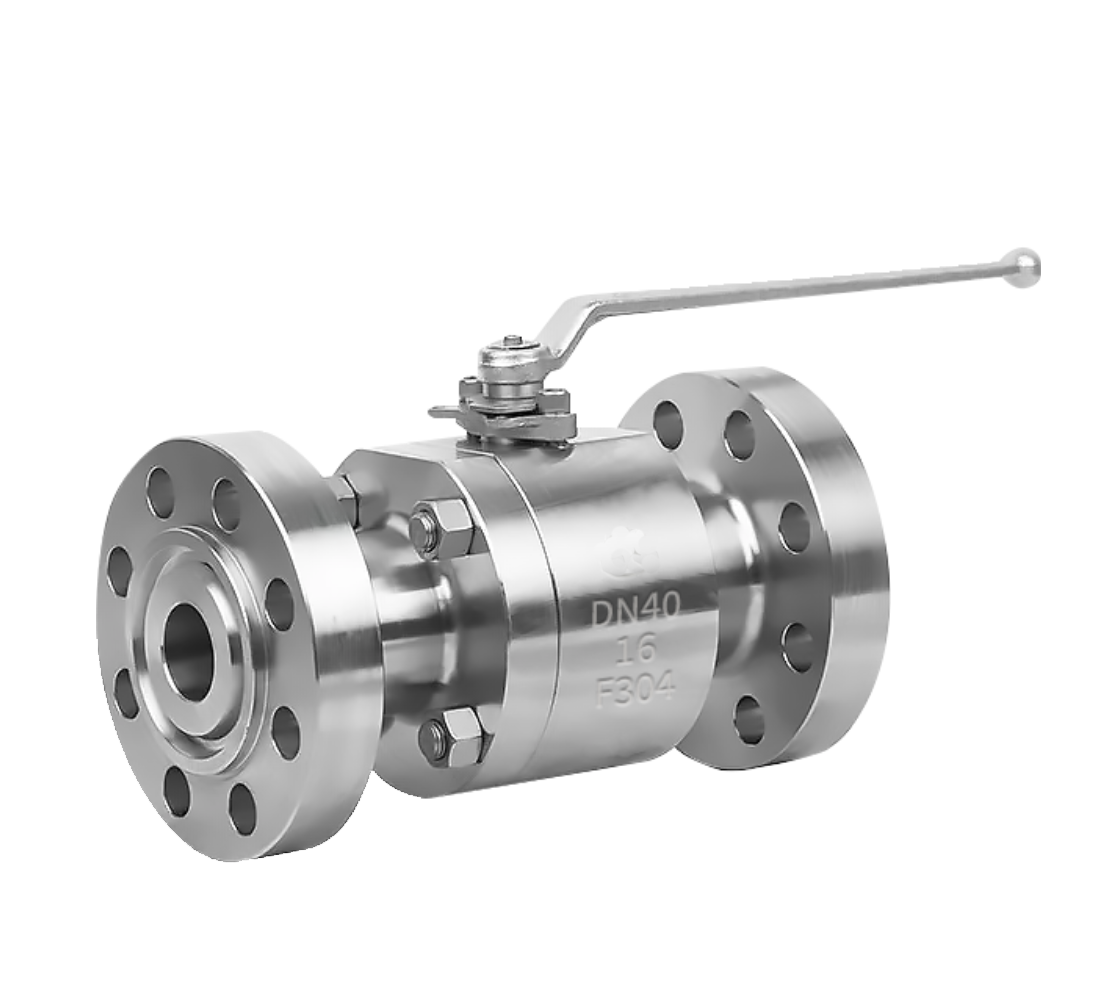
Thread Safety Valve
Threaded safety valve refers to a safety valve whose inlet and outlet are connected to pipeline equipment through threaded connections. The types of threads mainly include internal threads and external threads. Of course, there are many types of threads in the standard system. Generally, threads that are not specified are generally defaulted to G threads, and if tapered threads are required. NPT threads and other specifications need to be customized by the user. Threaded safety valves are generally valves with smaller diameters, usually below DN100, and most of them are safety valves below DN50. The imported threaded safety valves produced by Shanghai Meiyan Yi Pump Valve are generally external threads, and the exported ones are generally internal threads. There are also threaded safety valves with welded pipes that need to be imported. The characteristic of this type of valve is that the soft sealing material of the safety valve is not easily damaged by heat conduction during the welding of pipeline connections.View details>>
-

Pilot operated safety valve
Pilot operated safety valve, also known as pulse type safety valve, is a non direct load type safety valve. It consists of a main valve and a pilot valve (also known as a secondary valve). The main valve is driven by the pressure of the medium discharged from the pilot valve. When the pressure of the medium in the system reaches the opening pressure of the pilot valve, the pilot valve opens first, and the discharged medium enters the main valve through a bypass pipe, thereby controlling the opening and closing of the main valve. The pilot operated safety valve produced by Shanghai Meiyanyi Pump Valve is a main valve that acts on the valve seat and the top of the main valve core through the supply conduit of the main valve. Due to the large force exerted by the top of the valve core being greater than the bottom (valve seat area), the valve core remains downward, and the closer the pressure in front of the valve is to the set pressure, the more tightly it closes. This self sealing structure increases with the increase of pipeline pressure and the approach to the set point under the dual sealing effect of the main valve's hard and soft materials. When the pressure in front of the valve reaches or exceeds the full pressure, the pilot valve opens, the main valve quickly opens, and the medium is discharged; When the pressure in front of the valve drops below the set pressure, the pilot valve closes and the main valve also closes accordingly. Pilot operated safety valves are suitable for high-pressure and large-diameter applications, with good sealing performance and minimal impact of back pressure on their operation.View details>>
-
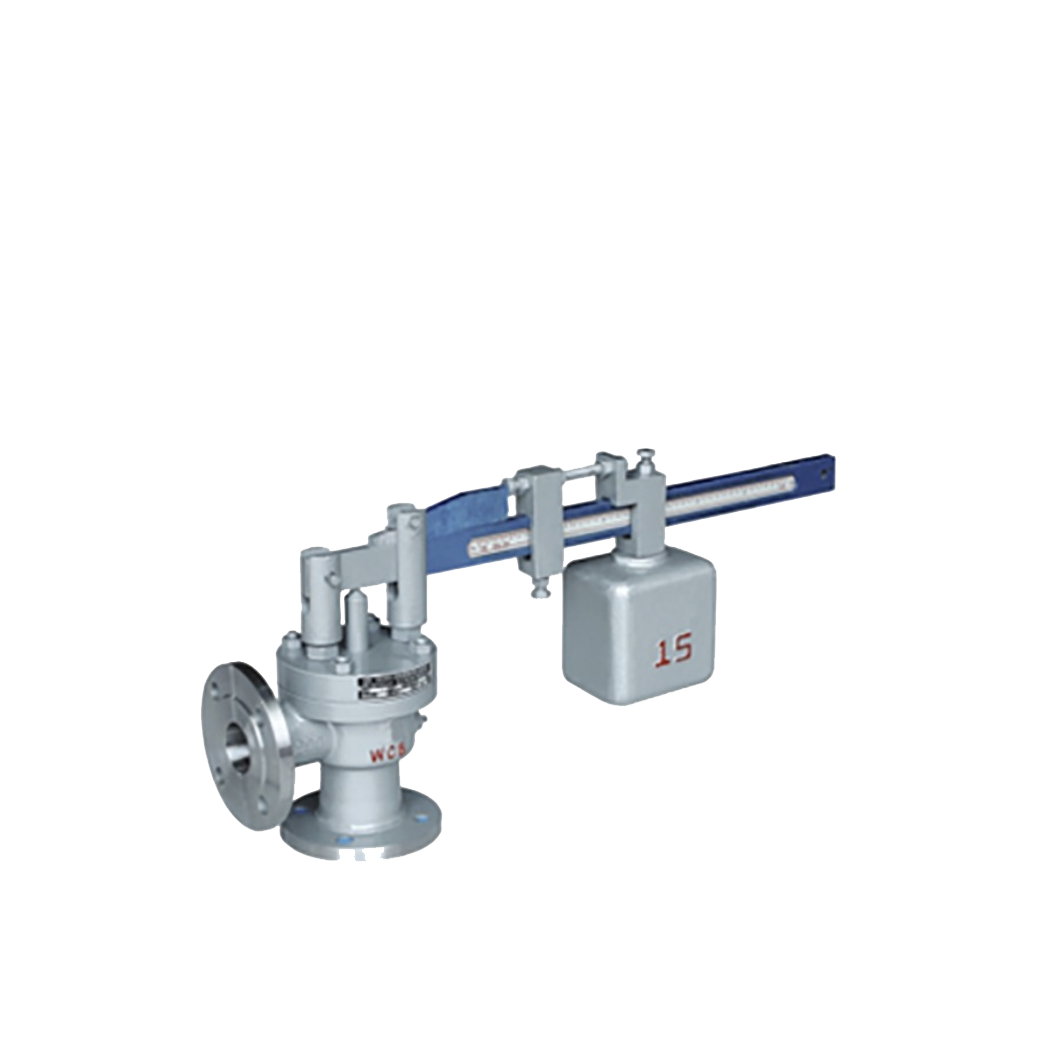
Leveraged Safety Valve
The lever type safety valve utilizes the lever principle, characterized by a horizontally placed lever hinged in sequence on the valve disc, bracket, and heavy hammer. The valve disc is closer to the bracket, and the heavy hammer is farther from the bracket. Therefore, when the force of the lever and heavy hammer is transmitted to the valve disc, the valve seat will be closed. The pressure medium is located below the valve disc. When the pressure of the medium exceeds the specified value, the valve disc is lifted and released to the outside. By changing the weight and position of the heavy hammer, that is, by changing the clamping force on the valve disc, the working pressure of the safety valve can be adjusted. There is a device to prevent the automatic movement of the hammer and a guide frame to limit the lever from exceeding. A lever type safety valve is a pressure safety device designed using the lever principle, mainly used in boilers, containers, and pipeline systems to prevent overpressure and protect system safety. The lever type safety valve produced by Shanghai Meiyanyi Pump Valve mainly consists of valve body, valve cover, packing box, sealing gasket and other parts. The valve body is equipped with adjusting screws to adjust the opening height and a locator to determine the position of the valve core. The valve disc is in the shape of a double seat sleeve, with a guide slide and locking thread, which is easy to operate manually. The lower end of the valve stem is equipped with a guide groove inserted with a positioning pin to prevent tilting due to its own weight.View details>>
-

Main Safety Valve
The main safety valve is an important safety device, mainly composed of a valve seat, a valve disc (spool), and a loading mechanism. It is suitable for use in power plant boilers, pressure vessels, power plant turbines, temperature and pressure reduction devices, and other pressurized equipment to prevent the internal pressure of the equipment from exceeding the maximum allowable pressure value, thereby ensuring the safe operation of the equipment. Generally, main safety valves are used in conjunction with impulse safety valves on power plant steam turbines and other pipelines. When the pipeline pressure exceeds the allowable value, the impulse safety valve opens first, and the main valve opens accordingly; When the pressure drops to a safe value, the impulse closes and the main safety valve synchronously closes, providing safety protection for the pipeline and turbine. The applicable temperature of this valve is ≤ 425 ℃. The main safety valve needs to be installed and fastened on the support, which bears the recoil force generated when the main safety valve exhausts steam. The exhaust pipe should have a dedicated hanger, and the weight of the exhaust pipe should not be added to the main safety valve. The connecting flange between the main safety valve and the exhaust pipe should eliminate any additional prestress. The lowest point of the exhaust pipe should consider drainage to avoid water hammer during exhaust.View details>>
-

Special Purpose Safety Valve
Special purpose safety valves refer to safety valves used on various special equipment, as well as specialized safety valve products used on various professional mechanical equipment and pipelines. The main function of the air compressor safety valve is to protect the safety valve of the air compressor equipment. When the pressure in the compressed air system exceeds the rated pressure of the safety valve, the safety valve will open and discharge excess gas, thereby preventing the system pressure from being too high and ensuring the safety of the air compressor equipment. For example, the working principle of the vacuum negative pressure safety valve is based on pressure difference control. When the internal pressure of the system is lower than the set value, the valve will automatically open, allowing air to enter the system to balance the pressure difference between the inside and outside of the pipeline equipment and prevent damage caused by negative pressure in the system. Its core components include a spring and a valve disc. When the vacuum level in the system drops to a specified value (usually below one atmosphere), the valve automatically opens and releases the air in the pipeline into the atmosphere; When the pressure returns to the normal range, the valve automatically closes and locks at the set opening. Shanghai Meiyan Yi Pump Valve undertakes safety valves for various special equipment. We welcome new and old customers with needs to call or write to place orders.View details>>
- Sales hotline:
+86 21 5640 2009 - Pump customer service:
+86 138 1691 3072 - Valve customer service:
+86 1381 6913 072 - E-mail:
my1pv@1bengfa.com

COPYRIGHT © ShangHai Meiyan Yi Pump & Valve Co.,LTD. Main Business:Pump、Valve
沪ICP备2026024063号-12
![]()